

电 话:0931-2662464 17391958533
网 址:www.ftxykj.com
邮 箱:Ftxykj@163.com
网 址:www.ftxykj.com
地 址:甘肃省兰州市七里河区兰工坪路287号 兰州理工大学科技园1325室
德国DIAS连铸铸坯红外热像测温系统
高性能红外测温成像系统带来高回报
高温大多数伴随着要输入较高的能量。终产品的质量、如何节能通常都要进行合适的温度控制。
产品质量及能量需求经常会受合适的测量仪器的影响。在很多情况下,测量系统的投入,回报还是非常快的,所以更高更好的产品性能可以获得较低的能量投入或者能达到较好的节能效果。
高温连铸需要高能量投入
可以很容易在钢铁行业找到这种典型应用,比如连铸。大多数方形钢坯都是从钢包中高温液态钢液铸造而成的。此后,钢坯分段进行冷却。根据工厂大小,有几种钢坯。较优的钢坯冷却过程可以用几个区域的喷水嘴来控制。
由于钢坯的扫描速度(如2~3m/s)快,影响冷却下来的过程,当然也直接影响公司的效率。钢带离开冷却区域后,钢坯应该是完全冷却好了。之后就是通常的用喷焊器切割成希望的长度。
为什么连铸需要使用红外热像测温系统?
连铸过程中,要获得极优的材料性能,就必须要对所有过程参数都正确无误,钢材要设置在均相合金结构。如果在后期加工中,识别到质量缺陷,那么成本就显得特别昂贵。
特别钢坯和深加工是用来做轮胎的钢帘线,或者是卡车用的操控部件,以及用来增强经济寿命的安全部件。如果钢坯过程温度太高,材料性能会严重受到影响;如果过程温度太低,后续伸展钢坯时就会快速形成断裂。因此,如果需要很高的钢坯表面质量,如果需要不会断裂的内在结构,极优控制的重要过程参数就是钢坯出口处的温度。
短波红外测温仪、短波红外热像仪才是极佳选择
由于通常温度范围在800~1000°C 之间,要测温的钢坯是在移动的,所以需要采用光学温度传感器。
传统的红外测温仪已经证明完全可以检测到钢坯的红外辐射,特别是短波红外测温仪,可以计算出当前的表面温度。而长波(8 μm ~ 14 μm)红外测温仪则很少在连铸测温中使用,因为冷却时钢坯外层有氧化皮,在长波波段红外辐射特性变化非常大;其次在长波波段,水蒸气的干扰也很大。
一般传统使用红外测温仪测量钢坯上一个点,或者使用红外扫描测温仪或者可以摆动的红外测温仪测量一条线的温度--然而仅仅只能测量到某一侧的钢坯的温度。由于所有钢坯的侧面都被冷却了,用户通常希望能检测到钢坯整个表面(顶部、下部、左侧、右侧)所有地方的温度,而不是某个点或某侧。
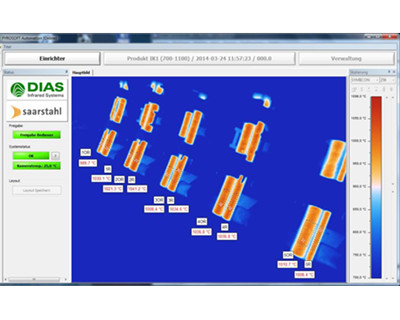
德国DIAS连铸红外热像测温系统的构成:
1、两套短波红外热像仪PYROVIEW 512N protection (600~1500°C,0.8~1.1μm)或 PYROVIEW 768N protection (600~1500°C,0.8~1.1μm)
2、Siemens PLC,接受来自左侧的12个VOI信号,以及右侧的12个VOI信号
3、软件PYROSOFT Automation
4、电控柜和触摸屏计算机



0931-2662464

Lanzhou Feitian Xingye Electronic Technology Co., Ltd.

甘肃省兰州市七里河区兰工坪路287号 兰州理工大学科技园1325室

公司二维码
主要产品:红外测温仪、红外热像仪、红外扫描热成像仪、黑体炉、等通道挤压设备

甘公网安备 62010302001404号
